Bei unserem ICB2.0 ist es wie in vielen Projekten: Am Anfang wird ein scheinbar großzügiger Zeitplan gemacht, und plötzlich wird doch alles ganz knapp - aber auf der Eurobike soll trotzdem unbedingt ein Prototyp stehen, ein paar Wochen später bitte gleich fünf, damit man schön nach Italien zum Testen gehen kann. Wer die Zeit dann wieder gut machen muss: Alle, die am Prototypen beteiligt sind - unter anderem das Unternehmen HSC Zerspanungstechnik. Wir haben bei der Herstellung der Teile zugeschaut.
→ Den vollständigen Artikel "[ICB2.0] Hausbesuch: HSC Zerspanungstechnik - wo kommen schnell Prototypenteile her?" im Newsbereich lesen

→ Den vollständigen Artikel "[ICB2.0] Hausbesuch: HSC Zerspanungstechnik - wo kommen schnell Prototypenteile her?" im Newsbereich lesen

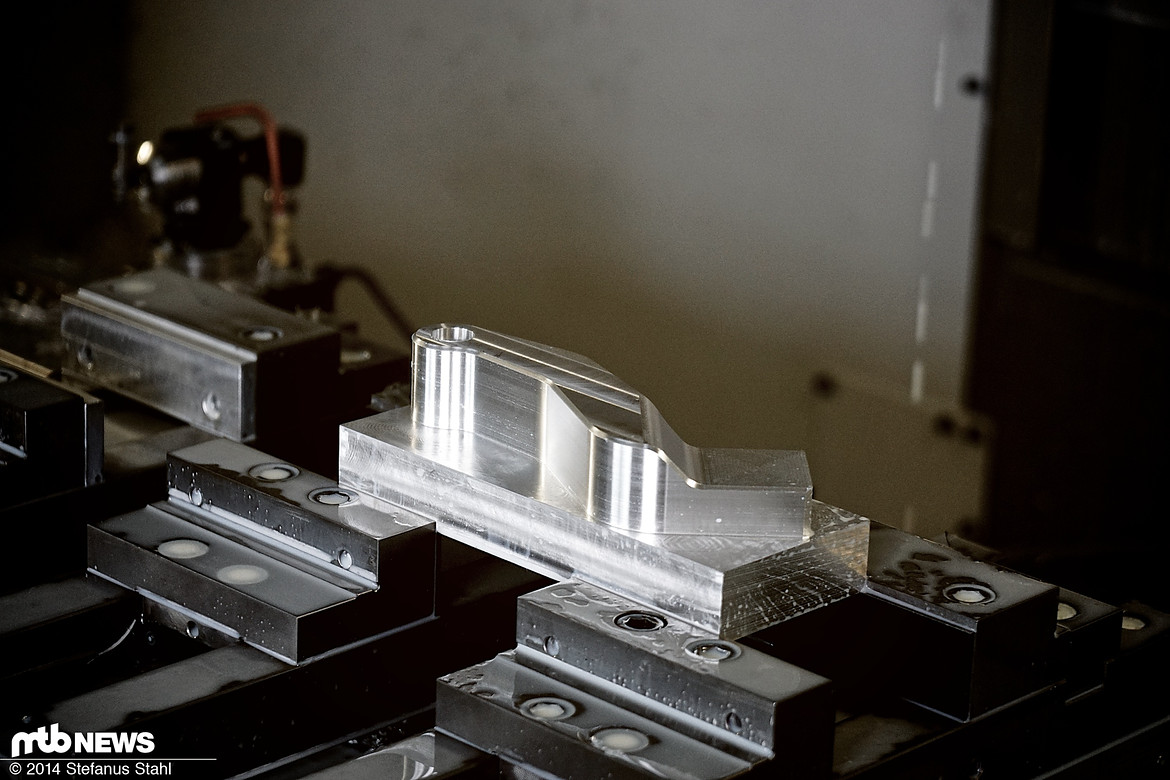
") . Der ist laut Bild hinten ohne Fräskontur, ganz zu sehen ist er ja leider nicht.
. Der ist laut Bild hinten ohne Fräskontur, ganz zu sehen ist er ja leider nicht.
")