Mein Beitrag im Rahmenbauforum ist ja schon älter, aber auch jetzt 6 Jahre später würde ich nach wie vor zu schnödem WDG-2 raten (für CrMo, kaltverfestigte CrMo, wärmebehandelte CrMo und lufthärtenden CrMo Legierungen).
Ich habe an allen meinen Rahmen idR WSG-2 verwendet (hin und wieder auch ER312).
Meine ältesten Rahmen und Gabeln sind 7 Jahre alt. Ich habe in den Anfangszeiten 3-4 Bikepolorahmen und 2-3 Gabeln geschweißt. Die Dinger werden quasi als Crashtestdummies eingesetzt, Feindkontakt und Bandenkontakt gehört zur Tagesordnung, Stoppies am laufenden Band. Ich hatte zu meinen Polozeiten ein 3stelliges Körpergewicht. Meines Wissens sind die Sachen noch im Einsatz und bis heute ist mir an keinem der Rahmen ein Riss bekannt. (und die ersten habe ich nichtmal formiert, das habe ich erst bei späteren Rahmen gemacht).
Nur mal als Vergleich: Ich habe zahlreiche Rahmen namenhafter Hersteller im Bikepolo Einsatz bereits nach Zeiträumen von einem Jahr und weniger reißen sehen. (Kettenstreben, Steuerköpfe, Gabeln)
Die Trailhardtails sind auch bis 5-6 Jahre alt, auch von Leuten im Bereich 2 Zentner bewegt immer, hält auch alles noch.
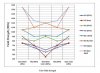
Da die Reynolds Bildchen aus meinem Rahmenbauforum thread bei mir gerade nicht richtig laden, hänge ich die einfach auch nochmal hier an. Kann ja nicht schaden.
Für schnödes 4130 eh normales WSG-2, aber selbst bei 853er sagt Reynolds noch WSG-2 (ER70-S-2) für hohe Festigkeit und hohe Duktilität.
Ich behaupte jetzt aus der Praxis einfach mal:
Beim Hobbyrahmenbau zunterliegen viele Parameter großer Streuung; auf Grund von mangelnder Routine und auch den Arbeitsbedingungen allgemein.
Ich meine damit: Hitzeeintrag sicher nicht immer so wie bei einem routinierten Schweißer, Nahtparameter auch nicht, Verunreinigungen evtl. auch noch usw.
Meiner Meinung nach handelt man sich da nur unnötig weitere Probleme ein durch die Verwendung "hochgezüchteten" Schweißzusatzwerkstoffen.
Man will was "gutmütiges" / duktiles, was sich einfach handhaben lässt.
WSG-2 hat sich daher bewährt.

")




")
