Corporate Identity - Seit 2005 ist DT Swiss auch in Taichung vertreten
Konsequentes Branding - Die Firmenräume sind durch und durch im "Swiss"-Stil gehalten
DT Swiss Asia (heißt wirklich so!) - ist kein reiner Produktionsstandort. Auch der Service für den asiatischen Raum wird hier abgewickelt.
Büro-Räume - Kundengespräche, Buchhaltung, Verwaltung - etwa 40 Mitarbeiter arbeiten allein in diesem Sektor.
Blick in die Qualitätssicherung - Ob Taichung in Fernost oder Biel in der West-Schweiz: Die Qualität muss "Swiss" sein.
Akribisch - Hier misst eine Mitarbeiterin, ob die Adapter der Naben wirklich kreisrund sind - die während unseres Besuchs gemessenen Werte ergaben eine Abweichung im Einstelligen Mikrometer (!)-Bereich von einem perfekten Kreis. Fürs Protokoll: Das sind 0,00X mm auf einen Durchmesser von ca. 20 mm - entspricht weniger als 0,05 % Abweichung.
Vormontage - Die Einzelteile kommen von streng kontrollierten und regulierten Zulieferern zu DT Swiss. In der Vormontage werden die einzelnen Teileinheiten der Naben montiert.
Alles eine Frage des richtigen Werkzeuges - Dieser Kegel hilft beispielsweise dabei, O-Ringe ohne Verdrehung schnell in ihre Nut zu bringen.
Auch eine scheinbar simple Achse besteht aus einigen Kleinteilen - hier werden die RWS-Hebel montiert
Freilauf, in Perfektion - Herzstück des besten Freilaufs aus dem Hause DT Swiss: Diese Zahnscheiben sind nicht nur feiner verzahnt, sondern auch innen ausgedreht, um das Gewicht (und damit die Trägheit) zu reduzieren.
Teilelager - Aus der Vormontage werden die Einzelteile in die Endmontage gebracht
Lasergravur - jede - ja, jede - Nabe wird mit einer kaum sichtbaren Nummer versehen, um Rückverfolgbarkeit zu gewährleisten. Arbeitsschutz nach Schweizer Standard: Der Laser läuft nur, wenn die Schutztür geschlossen ist.
Wer bereits einmal eine Nabe gewartet hat, kennt das - im Wesentlichen sind DT Swiss Naben zusammengesteckt. Entsprechend viele Pressen mit verschiedenen Aufnahmen und Werkzeugen finden sich hier.
Freilaufkörper warten auf die Endmontage
Grüezi wohl - Harald Philipp samt Matterhorn, DT Swiss und Mammut lebensgroß in der Produktion.
Endkontrolle der Naben-Montage - Jede (ja, jede) Nabe wird vermessen.
Nicht nur die Geometrie wird geprüft - Diese Maschine überprüft, welches Drehmoment zum Drehen der Nabe notwendig ist, und ob der Freilauf funktioniert - ebenfalls für jede einzelne Nabe
Letzter Schritt - Die fertig montierten Naben werden poliert und einer optischen Kontrolle unterzogen
Speichenproduktion - Jede der Maschinen wirft etwa jede Sekunde eine Speiche aus
Rohware für die Speichenproduktion - Kilometerlanger Draht, aufgewickelt in je etwa 0,8 t schweren Spulen
Rohmaterial - Eine dieser Drahtrollen genügt für ca. 125000 Speichen, misst also etwa 35 km Draht
Kreislauf auf wenigen Quadratmetern - Der Draht wird rechts abgewickelt, läuft durch die Maschine nach hinten, links werden die fertigen Speichen entnommen, geprüft und sortiert.
Der Draht ist gerollt, die Speiche gerade - Deshalb wird der Draht zuerst gestreckt und begradigt
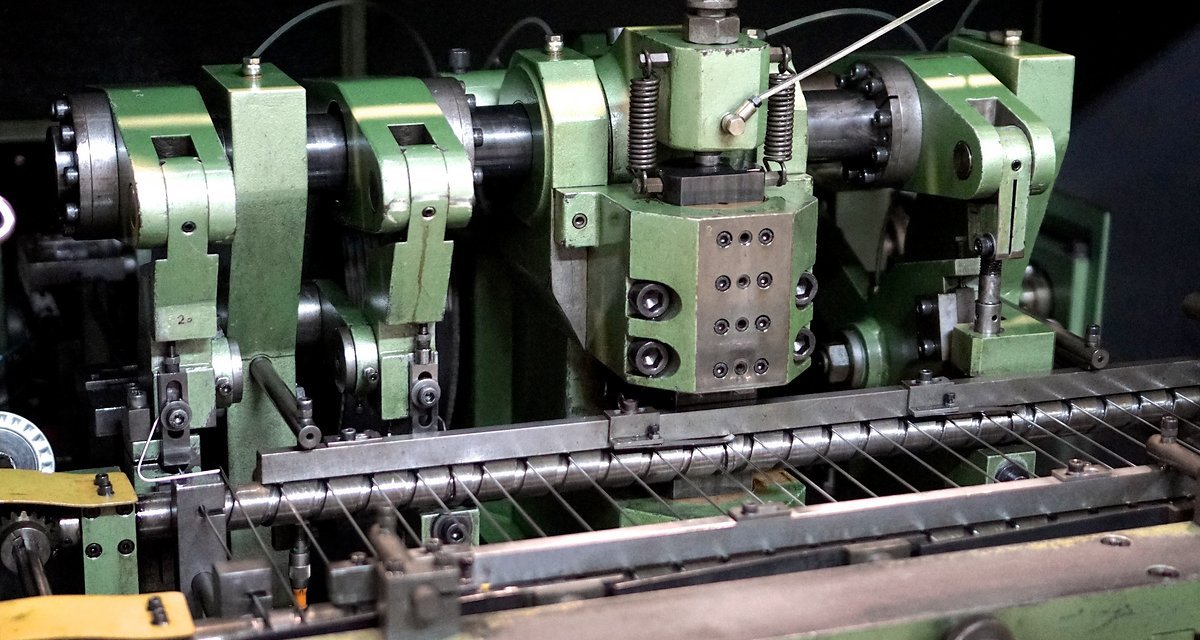
Das Herz der Speichenproduktion - die Speichen wandern von links nach rechts durch die Maschine, die vier Takte sind durch die vier Elemente (+ 2 Stützen) zu erkennen.
Schritt 1 - Der Draht wird zunächst auf eine Standardlänge abgeschnitten
Schritt 2 - Die Speichen werden auf ihr Endmaß (je nach Laufrad unterschiedlich) abgelängt. Nicht im Bild: In Schritt 3 wird das Gewinde am anderen Ende der Speiche gerollt. Dabei wird das Gewinde durch das Werkzeug eingedrückt und nicht geschnitten, die Haltbarkeit steigt.
Schritt 4 - Hier halten die Speichen ihre Bewegung von links nach rechts kurz an und werden mit der Kröpfung versehen.
(Fast) Fertig kommen die Speichen aus der Maschine - Allein die Oberfläche wird noch nach Bedarf behandelt
Stichproben-Prüfung - Mit einer Lehre werden die Ergebnisse überprüft: Sind sie gerade, das Gewinde perfekt und die Durchmesser maßhaltig?
Zur Verpackung - werden die Speichen abgezählt - nicht von Hand, sondern durch einfaches Wiegen - das Gewicht jeder Speiche ist exakt bekannt, im Karton landet auf Zehntel-Prozent genau die richtige Anzahl.
Letzter Schritt im Warenausgang - Speichenpakete werden verschweißt
Bereit für den Versand - Verschiedene Längen, Durchmesser und Varianten
Stefanus Bosch - 3D-Druck-Experte, Abenteurer und ICB-Gründer. Seit 2002 auf dem Mountainbike unterwegs, 2012 vom MTB Rider als Testinator tituliert, 2022 immer noch dabei.
Hausbesuch bei DT Swiss – Moment, waren wir da nicht schon einmal? Tatsächlich haben wir für euch bereits einmal den Hauptsitz der Firma im Schweizerischen Biel besucht. Bei unserer Reise nach Taiwan im November bekamen wir erneut einen Einblick in den dortigen Standort – hier werden Naben und Speichen für die Montage direkt am Ort der OEM-Kunden hergestellt, also viele der Teile, die in Kompletträdern verbaut werden.
Seit 2005 ist DT Swiss mit einer eigenen Fabrik in Taiwan vertreten. Die Motivation dahinter: Man wollte – und will – seinen Kunden kürzere Lieferzeiten ermöglichen. Da viele der Kunden ihre Fahrräder in Taichung montieren, ist der Standort perfekt. Innerhalb von etwa 20 km Radius finden sich unzählige Fahrrad-Produktionsstätten. Neben der Produktion findet hier auch der Service für den asiatischen Raum statt. Zahlreiche Produkte (beispielsweise konifizierte Speichen, einige Felgen, Federelemente) werden jedoch nur in der Schweiz hergestellt.
#Corporate Identity - Seit 2005 ist DT Swiss auch in Taichung vertreten
#Konsequentes Branding - Die Firmenräume sind durch und durch im "Swiss"-Stil gehalten
#DT Swiss Asia (heißt wirklich so!) - ist kein reiner Produktionsstandort. Auch der Service für den asiatischen Raum wird hier abgewickelt.
#Büro-Räume - Kundengespräche, Buchhaltung, Verwaltung - etwa 40 Mitarbeiter arbeiten allein in diesem Sektor.
Qualitätskontrolle und Vormontage
DT Swiss dreht, fräst, schmiedet oder eloxiert in Taiwan nicht selbst, sondern bezieht seine Einzelkomponenten von Zulieferern. Nach Wareneingang werden die Einzelteile zunächst einer Qualitätskontrolle unterzogen, bevor sie weiter in Richtung Vormontage gehen. Die Firma weiß um ihr Schweizer Image – dementsprechend bemüht ist sie, ihm auch bei Produktion in Taiwan gerecht zu werden.
#Blick in die Qualitätssicherung - Ob Taichung in Fernost oder Biel in der West-Schweiz: Die Qualität muss "Swiss" sein.
#Akribisch - Hier misst eine Mitarbeiterin, ob die Adapter der Naben wirklich kreisrund sind - die während unseres Besuchs gemessenen Werte ergaben eine Abweichung im Einstelligen Mikrometer (!)-Bereich von einem perfekten Kreis. Fürs Protokoll: Das sind 0,00X mm auf einen Durchmesser von ca. 20 mm - entspricht weniger als 0,05 % Abweichung.
#Vormontage - Die Einzelteile kommen von streng kontrollierten und regulierten Zulieferern zu DT Swiss. In der Vormontage werden die einzelnen Teileinheiten der Naben montiert.
#Alles eine Frage des richtigen Werkzeuges - Dieser Kegel hilft beispielsweise dabei, O-Ringe ohne Verdrehung schnell in ihre Nut zu bringen.
#Auch eine scheinbar simple Achse besteht aus einigen Kleinteilen - hier werden die RWS-Hebel montiert
#Freilauf, in Perfektion - Herzstück des besten Freilaufs aus dem Hause DT Swiss: Diese Zahnscheiben sind nicht nur feiner verzahnt, sondern auch innen ausgedreht, um das Gewicht (und damit die Trägheit) zu reduzieren.
Naben-Montage
1995 hat DT Swiss mit dem Erwerb der Lizenz zur Produktion von „Hügi“-Freiläufen ein wichtiges Merkmal für die eigenen Naben. Neben konstruktiven Merkmalen sind es die Qualitätsmerkmale, die die Naben auszeichnen. Ein Stecksystem mit Adaptern für verschiedene Achsmaße wird nur dann lange ohne störende Geräuschentwicklung funktionieren, wenn die Toleranzen zwischen den Bauteilen stimmen.
#Teilelager - Aus der Vormontage werden die Einzelteile in die Endmontage gebracht
#Lasergravur - jede - ja, jede - Nabe wird mit einer kaum sichtbaren Nummer versehen, um Rückverfolgbarkeit zu gewährleisten. Arbeitsschutz nach Schweizer Standard: Der Laser läuft nur, wenn die Schutztür geschlossen ist.
#Wer bereits einmal eine Nabe gewartet hat, kennt das - im Wesentlichen sind DT Swiss Naben zusammengesteckt. Entsprechend viele Pressen mit verschiedenen Aufnahmen und Werkzeugen finden sich hier.
#Grüezi wohl - Harald Philipp samt Matterhorn, DT Swiss und Mammut lebensgroß in der Produktion.
#Endkontrolle der Naben-Montage - Jede (ja, jede) Nabe wird vermessen.
#Nicht nur die Geometrie wird geprüft - Diese Maschine überprüft, welches Drehmoment zum Drehen der Nabe notwendig ist, und ob der Freilauf funktioniert - ebenfalls für jede einzelne Nabe
#Letzter Schritt - Die fertig montierten Naben werden poliert und einer optischen Kontrolle unterzogen
Speichen-Produktion
Kernkompetenz von DT Swiss war immer die Speichen-Herstellung. Bereits 1634 beginnt die Geschichte der Drahtzieherei in Biel in der Schweiz. Fahrradteile – zu allererst Speichen – wurden zu Beginn des 20. Jahrhunderts in der Schweiz hergestellt. Seit 1994 arbeitet das Unternehmen unter der Firma DT Swiss – der Name reflektiert dabei die Geschichte und den Kern des Geschäfts: Das Kürzel DT steht für den ehemaligen deutsch/französischen Namen “Vereinigte Drahtwerke / Tréfileries réunies”.
#Speichenproduktion - Jede der Maschinen wirft etwa jede Sekunde eine Speiche aus
#Rohware für die Speichenproduktion - Kilometerlanger Draht, aufgewickelt in je etwa 0,8 t schweren Spulen
#Rohmaterial - Eine dieser Drahtrollen genügt für ca. 125000 Speichen, misst also etwa 35 km Draht
#Kreislauf auf wenigen Quadratmetern - Der Draht wird rechts abgewickelt, läuft durch die Maschine nach hinten, links werden die fertigen Speichen entnommen, geprüft und sortiert.
#Der Draht ist gerollt, die Speiche gerade - Deshalb wird der Draht zuerst gestreckt und begradigt
#Das Herz der Speichenproduktion - die Speichen wandern von links nach rechts durch die Maschine, die vier Takte sind durch die vier Elemente (+ 2 Stützen) zu erkennen.
#Schritt 1 - Der Draht wird zunächst auf eine Standardlänge abgeschnitten
#Schritt 2 - Die Speichen werden auf ihr Endmaß (je nach Laufrad unterschiedlich) abgelängt. Nicht im Bild: In Schritt 3 wird das Gewinde am anderen Ende der Speiche gerollt. Dabei wird das Gewinde durch das Werkzeug eingedrückt und nicht geschnitten, die Haltbarkeit steigt.
#Schritt 4 - Hier halten die Speichen ihre Bewegung von links nach rechts kurz an und werden mit der Kröpfung versehen.
#(Fast) Fertig kommen die Speichen aus der Maschine - Allein die Oberfläche wird noch nach Bedarf behandelt
#Stichproben-Prüfung - Mit einer Lehre werden die Ergebnisse überprüft: Sind sie gerade, das Gewinde perfekt und die Durchmesser maßhaltig?
#Zur Verpackung - werden die Speichen abgezählt - nicht von Hand, sondern durch einfaches Wiegen - das Gewicht jeder Speiche ist exakt bekannt, im Karton landet auf Zehntel-Prozent genau die richtige Anzahl.
#Letzter Schritt im Warenausgang - Speichenpakete werden verschweißt
#Bereit für den Versand - Verschiedene Längen, Durchmesser und Varianten
Alles gewogen und verpackt: Ab nun werden die DT Swiss-Teile aus Taichung zu den Firmen und Herstellern in der ganzen Welt verschifft.
Bei "Rundheit" oder eher Rundlauf? Ist die Maßbezugstemperatur doch eigentlich zu vernachlässigen oder?
Ich meine es wird ja kein Durchmesser einer genauen Passung gemessen und wenn der Rundlauf jetzt bei 15, 20 oder 30 grad gemessen wird, ist doch zu vernachlässigen oder? Vor allem dürfte es über der Maßbezugstemperatur liegen, müsste also der Ausschlag, den eine Messuhr beim Rundlauf misst ja höher als tatsächlich sein?
Korrigiert mich, sollte ich falsch liegen.
Rundheit und Rundlauf ist nicht das selbe, aber beim Rundlauf ist die Temperatur wirklich vernachlässigbar. Ich habe denoch meine Zweifel...
Wir laden dich ein, jeden Artikel bei uns im Forum zu kommentieren und diskutieren. Schau dir die bisherige Diskussion an oder kommentiere einfach im folgenden Formular:



")
























 Fertig kommen die Speichen aus der Maschine")














34 Kommentare